|
||
| Sulphuric Acid on the WebTM | Technical Manual | DKL Engineering, Inc. |
Knowledge for the
Sulphuric Acid Industry
![]()
Sulphuric Acid on the Web
Introduction
General
Equipment Suppliers
Contractor
Instrumentation
Industry News
Maintenance
Acid
Traders
Organizations
Fabricators
Conferences
Used
Plants
Intellectual
Propoerty
Acid
Plant Database
Market
Information
Library
Technical Manual
Introduction
General
Definitions
Instrumentation
Plant Safety
Metallurgial
Processes
Metallurgical
Sulphur Burning
Acid Regeneration
Lead Chamber
Technology
Gas Cleaning
Contact
Strong Acid
Acid Storage
Loading/Unloading
Transportation
Sulphur
Systems
Liquid SO2
Boiler Feed Water
Steam Systems
Cooling Water
Effluent Treatment
Utilities
Construction
Maintenance
Inspection
Analytical Procedures
Materials of Construction
Corrosion
Properties
Vendor Data
DKL Engineering, Inc.
Handbook of Sulphuric Acid Manufacturing
Order
Form
Preface
Contents
Feedback
Sulphuric Acid
Decolourization
Order Form
Preface
Table of Contents
Process Engineering Data Sheets - PEDS
Order
Form
Table of Contents
Introduction
Bibliography of Sulphuric Acid Technology
Order Form
Preface
Contents


Sulphur Systems - Sulphur Storage
November 4, 2003
Large quantities of sulphur are produced, formed, stored, transported, handled, melted and comsumed annually. The sulphur will be stored either in the solid or liquid form at some point in the process. Proper storage methods are required to ensure the sulphur is not contaminated, that it doesn't damage equipment (i.e. corrosion, fires, etc.) and it doesn't harm the environment.
The majority of sulphur that is transported around the world is done as a bulk solid. The sulphur is often stored in the open in huge stockpiles at terminals ready to be loaded onto ships, railcars or truck or at plant sites to be melted and used in the production of sulphuric acid. Most sulphur stockpiles are located outdoors in open where it is exposed to wind, rain, dust, salt air, etc. In some cases sulphur is stored indoors where some protection from the elements is available.
Sulphur, being a brittle material, is easily degraded during handling. Losses will occur during the loading/unloading, transportation, and storage of sulphur due to the creation of airborne dust. Losses can be as high as 0.5% in some cases. Factors affecting how much is lost are:
Solid sulphur is produce in many forms which vary in their friability and mechanical strength. The process used to produce bulk sulphur will affect the amount of dust it contains and the subsequent formation of dust through handling of the material.
Bulk sulphur produced from sulphur that has been crushed from larger pieces will be irregular in shape and posses many sharp edges and points which will be easily broken producing smaller particles and dust.
Slate sulphur is formed by pouring molten sulphur on a moving belt where it is solidified into a continuous slab with a thickness of 3 to 5 mm. The sulphur begins to break into smaller pieces when it is separated from the belt and when sulphur is discharged from the belt at the head pulley. This process produces irregular shaped pieces with sharp edges. Fines (less than 50 Tyler Mesh) amount to about 3.5% by weight. Additional fines are produced through further handling of the product.
Granulated sulphur is produced by spray coating sulphur particles to increase their size to produce dense spherical solid granules. Small seed particles of sulphur are introduced at the feed end of a rotating drum. The particles are spray coated with molten sulphur as the particles move down the drum towards the discharge. Each layer of molten sulphur that is applied is cooled to solidification before the next coat is applied. Through repeated application of sulphur layers, a granule size of 1 to 6 mm diameter is produced. Fines are minimal a the production stage and the round shape of the granule resist further degradation to fines. Sulphur formed by this process will contain approximately 0.5% by weight of fines (less than 50 Tyler Mesh).
The WetPrillTM process involves pumping molten sulphur onto a perforated plate. The sulphur flows through the perforations in the form of droplets. The droplets fall into an agitated water bath which solidifies and cools the sulphur into pellets. The pellets are separated from the water in dewatering screens. Sulphur formed by this process will contain approximately 0.2% by weight of fines (less than 50 Tyler Mesh).
The movement of bulk sulphur from production to storage to ship or truck to its final destination requires that the sulphur be handled by various types of equipment. The equipment used may be conveyors, screws, hoppers and chutes just to name a few.
Rubber belt conveyors have proven to be the best means of transferring large quantities of sulphur from one location to another. Conveyors should be covered to minimize the escape of dust to the environment. The maximum angle of inclination for a plain rubber belt conveyor is 18° to 20°. All belts are to be protected against the build-up of static electricity.
To minimize the amount of dust formed the free fall height from conveyors to another conveyor, stock pile or hopper should be minimized. Covered hoppers and flaps on the discharge and receiving belts will reduce air currents and the amount of dust that is picked up.
Telescoping spouts should be used to direct the sulphur as close to the stockpile, truck or ship hold as possible. The spout minimizes the height the sulphur must fall while exposed to the wind. The spout must be grounded to minimize the formation of static charges.
Front-end loaders are often used to transfer bulk sulphur from a stockpile to a hopper feeding a conveyor. Standard equipment powered by diesel, gasoline, propane, etc. are not suitable since they can be a source of ignition. Spark arrestors must be installed on equipment and the temperature rating of the engine and exhaust must limit the surface temperature to a maximum of 100°C.
The buckets or front-end loaders are generally made of hardened alloy steels which can produce sparks when it comes in contact with concrete. Care must be taken when working in and around a sulphur stockpile to avoid scraping the bucket along any concrete surface and to minimize dust formation.
Indoor storage of bulk sulphur should be provided whenever possible to minimize losses and contamination of sulphur, however, the cost of a building cannot always be justified. Proper ventilation will reduce the possibility of fires or explosions due to sulphur dust. The building should be equipped with explosion vents and doors. The building should be designed without ledges that will allow sulphur to accumulate. A protective coating should be applied to all exposed steel combat corrosion.
If indoor storage cannot be provided there is no choice but to store the sulphur outdoors. A location should be selected that is shielded from the prevailing winds. Erection of wind barriers can be considered if there is no natural formations or barrier (i.e. trees) present in the area. The stockpile should also be located upwind of possible sources of contamination such as ore stockpile, crushing operations, heavily travelled dirt roads, etc.
If the sulphur is stored directly on the ground (i.e. dirt) the first 150 mm to 200 mm layer of sulphur should be considered as lost since recovery of this sulphur would introduce too much dust and dirt into the sulphur system. An asphalt or concrete pad should be provided which will enable 100% recovery of the sulphur in the stockpile.
Wind losses can be minimized by spraying water onto the stockpile. Excess water in the sulphur will result in higher steam usage in the sulphur melter since energy will be required to evaporate the water. Excess water may also lead to foaming in the sulphur melter. Addition of water may also increase the formation of sulphuric acid in the sulphur stockpile which may lead to increase corrosion in the molten sulphur handling system. The effectiveness of water for dust control is limited by the hydrophobic nature of sulphur.
The hydrophobic nature of sulphur can be overcome by the use of special water based chemical surfactants. The wetted particles agglomerate to each other and larger particles making them more difficult to be picked up by the wind. The use of these dust suppressants does cause concern as regards to contamination of the sulphur and the effect these contaminants may have on downstream processes. Dust suppressant chemicals may also result in the formation of car-sul, a black, insoluble material formed by the reaction between carbon and sulphur. Excessive amounts of Car-sul can lead to operating problems in the acid plant. Dustbind “S”, produced by Raisio, has been used successfully as a dust suppressant in sulphur handling.
The application of dust suppressant is usually done at transfer points within the sulphur handing system where the possibility of the dust becoming airborne is the greatest. These locations will typically be at discharges of conveyors, hopper, chutes, etc.
If sulphur will be stored outdoors for extended periods of time, the stockpile can be coated with molten sulphur which will form a crust that will prevent wind losses.
The amount of bulk sulphur in storage should be kept to a minimum. This can be achieved by proper scheduling of shipments. The amount of molten sulphur in storage should be maximize which will minimize the amount of bulk sulphur in storage.
At some point prior to being burned in a sulphur furnace to produce sulphur dioxide, solid sulphur must be melted and stored. Molten sulphur must be handled and stored within a relatively narrow range of temperatures. Too hot and the sulphur viscosity rises quickly and the sulphur cannot be pumped. Too cold and the sulphur will solidify. Once solidified in a storage vessel it is difficult to liquify again due to the low thermal conductivity of solid sulphur.
Sulphur storage pits are generally in-ground concrete pits with submerged steam heaters. A portion of the pit wall will be bricked lined in the region where the level in the pit normally fluctuates. The bricklining prevents deterioration of the concrete wall due to the interaction between the moist atmospheric air and sulphur at the interface. The pit is covered by a carbon steel roof to minimize contaminants entering the stored sulphur.
If a melting section is included in the design of the pit, it should be separated from the main storage section by a baffle wall. This will prevent solid sulphur from damaging the pump or plugging the line or sulphur gun. The sulphur should overflow from melting section to the main storage section. This allows any solids to settle out prior to entering the main storage section.
The design and size of the storage pit is determined by the plant production rate, delivery schedule, shipment size, reliability of delivery, quality of the sulphur and the form in which the sulphur arrives to site. The capacity of sulphur melters and settlers may or may not be included in the overall storage requirements.
The depth of the pit should be large enough to accommodate the sulphur pump. Typical Lewis pump lengths are 84", 114" and 144" although standard units are available in lengths ranging from 7' to 22'.
A level instrument is generally provided in the sulphur pit for determination of level. A bubbler type instrument is generally suitable. A separate nozzle should be provided on the roof for manually dipping the pit.
Pumps are generally mounted on the roof of the sulphur pit. Sufficient support must be provided for the pump and motor.
Steam heaters are required to maintain the sulphur in the liquid phase.
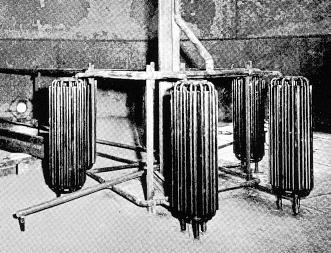
Sulphur tanks are generally vertical cylindrical, above ground, insulated carbon steel tanks with submerged steam coils (see Figure 2).
Approximately 0.25 ft2 of heating surface per square foot of tank wall and roof will be required to maintain sulphur molten and compensate for heat losses. Detailed calculations should be carried out for each specific case. An overall heat transfer coefficient of 20 to 25 Btu/h ft2 oF may be expected when using 75 psig steam pressure in pipe coils.
Piping should be provided to permit steam to be used to smother and tank fires.
The design and size of the storage tank is determined by the plant production rate, delivery schedule, shipment size, reliability of delivery, quality of the sulphur and the form in which the sulphur arrives to site. The capacity of sulphur melters and settlers may or may not be included in the overall storage requirements.
If a pump is installed in the tank, the height of the tank should be high enough to accommodate the sulphur pump. Typical Lewis pump lengths are 84", 114" and 144" although standard units are available in lengths ranging from 7' to 22'.
Insulation is required on the tank to minimize heat loss. A minimum of 50 mm (2 inches) of insulation should be installed on the tank. Mineral wool insulation is used for the side of the tank and calcium silicate is used for the roof if access by personnel is required.
A level instrument is generally provided in the tank for determination of level. A bubbler type instrument is generally suitable. A separate nozzle should also be provided for manually dipping the tank.
A high point vent should be installed to vent gases while the tank is being filled and allow air to enter when the tank is being emptied. The vent should be heat traced and insulated to prevent solidification of sulphur in the vent pipe which could block-off the vent.
An overflow should installed in the tank to prevent overfilling of the tank during filling operations. The overflow should be directed to a sulphur pit or some contamint area. The contamint area should be kept clean as any spilled sulphur can be recovered after it has solidified. The overflow should be size for the maximum inflow to the tank.
Pumps can be mounted in the roof of the tank to pump sulphur from the storage tank. However, a more common arrangement is to drain the tank by gravity to a sulphur pit and the pump from the pit. Level in the pit is controlled automatically using a control valve on the drain line.
Steam heaters are required to maintain the sulphur in the liquid phase.
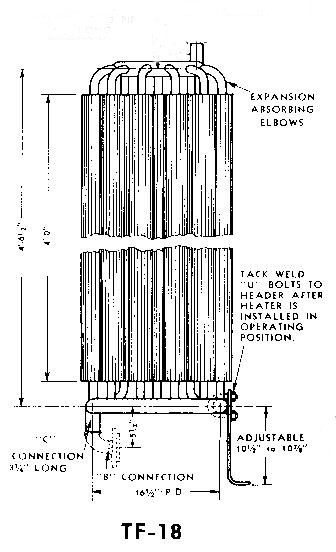
Steam heater are typically used in storage tanks and pits for heating sulphur. A typical steam heater used in the industry is the THERMO-FLO heater (Model TF-18) supplied by Brown Fintube Engineering Ltd. The TF-18 provides lots of surface area in a compact heater. The vertical arrangement and off the floor design enables the bottom of the tank or pit to be easily cleaned of accumulated solids. The heaters also allow a thermosyphon to be setup which assures an efficient and higher rate of heat transfer.
Brown Fintube Model TF-18
Heating Surface 265 ft²
Headers 1½" IPS Sch 80 Seamless Pipe
Tube 1" OD 10 Gauge
Fins 0.035" Steel, 1" high, 20 per tube
Weight 385 lb dry
407 lb full of water
395 lb shipping
Displacement 1 ft³
Pressure Rating 600 psi @ 650°F
Corrosion Allowance 1/16"Typical Installation in a Tank