|
||
| Sulphuric Acid on the WebTM | Technical Manual | DKL Engineering, Inc. |
Knowledge for the
Sulphuric Acid Industry
![]()
Sulphuric Acid on the Web
Introduction
General
Equipment Suppliers
Contractor
Instrumentation
Industry News
Maintenance
Acid
Traders
Organizations
Fabricators
Conferences
Used
Plants
Intellectual
Propoerty
Acid
Plant Database
Market
Information
Library
Technical Manual
Introduction
General
Definitions
Instrumentation
Plant Safety
Metallurgial
Processes
Metallurgical
Sulphur Burning
Acid Regeneration
Lead Chamber
Technology
Gas Cleaning
Contact
Strong Acid
Acid Storage
Loading/Unloading
Transportation
Sulphur
Systems
Liquid SO2
Boiler Feed Water
Steam Systems
Cooling Water
Effluent Treatment
Utilities
Construction
Maintenance
Inspection
Analytical Procedures
Materials of Construction
Corrosion
Properties
Vendor Data
DKL Engineering, Inc.
Handbook of Sulphuric Acid Manufacturing
Order
Form
Preface
Contents
Feedback
Sulphuric Acid
Decolourization
Order Form
Preface
Table of Contents
Process Engineering Data Sheets - PEDS
Order
Form
Table of Contents
Introduction
Bibliography of Sulphuric Acid Technology
Order Form
Preface
Contents


Metallugical Processes
- Copper
September 17, 2003
Sulphide copper ores are normally treated in two stages; smelting and converting. The smelting stage is where the matte making stage where matte and slag are produced. The converting stage is where the iron and sulphur in the matte are progressivley oxidized for the production of blister copper. Although the chemical reactions in both stage are oxidation reactions, there is a significant difference in oxygen potential. The smelting stage is less oxidizing so that low copper slag can be produced. The converting stage is strongly oxidizing so that iron and sulphur can be sufficiently removed from the blister.
Copper smelting processes can be classified as “bath” or “flash” smelting. In bath smelting, smelting and converting occurs predominantly in a molten or liquid bath. Concentrate comes in contact with the liquid slag and matte. The matte is converted by air or oxygen enriched air that is injected into or on top of the molten bath.
In flash smelting, the concentrate is dispersed into an air or oxygen enriched air stream and smelting and converting occurs while the concentrate is suspended in the air stream.
Flash smelting combines roasting, melting and part converting into a single process.
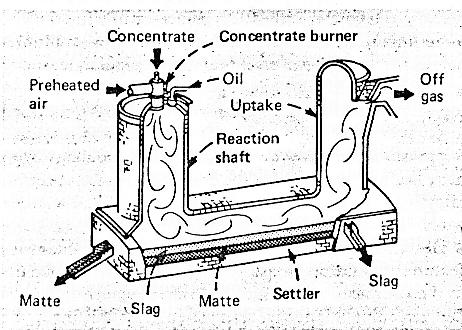
Outokumpu flash smelting is a closed process which can achieve up to 99% capture of the sulphur-rich gases from the smelting furnace for the production of sulphuric acid. The technology was first introduced at Outokumpu's Harjavalta smelter in Finland in the late 1940's. Seventeen copper smelters world wide utilize Outokumpu flash smelting.
Historically this process uses fuel and preheated air to supplement the heat generated from the exothermic oxidation of CuS. A medium-grade matte of 45% to 50% Cu is produced. Oxygen-enriched process air can be used resulting in a high-grade matte (65% to 70% Cu) under autogeneous conditions.
The Kennecott Smelter in Utah, USA is pictured above (1995). Outokumpu flash furnaces are also installed at CODELCO Chuquicamata, Chile (1985), BHP Magma (1988), WMC Olympic Dam (1988) and AngloChile Disputada de los Condes Chagres (1995).
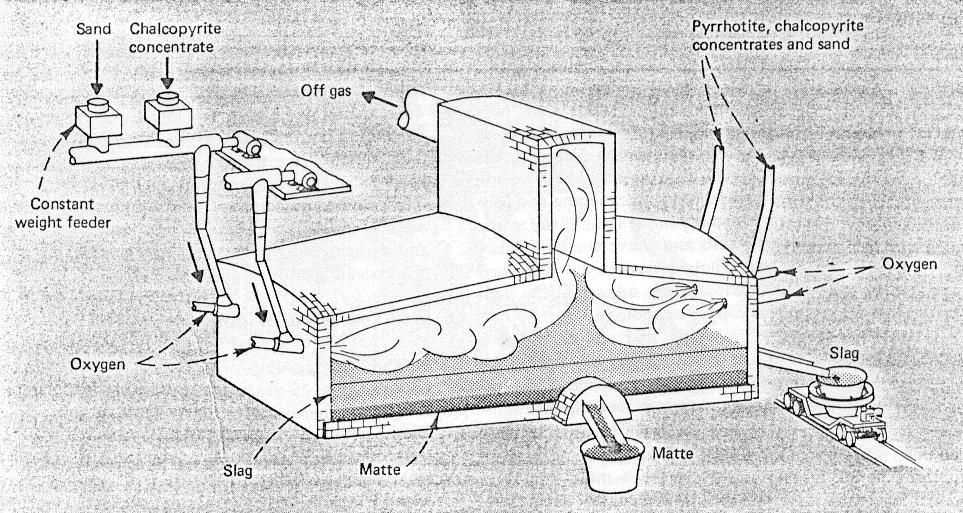
The INCO flash smelting process uses technical oxygen (>96% purity) instead of air to roast, melt and partially convert in one autogenous operation. Concentrated are injected through two burners in each end wall of the furnace and combusted in a horizontal stream of oxygen. The process is very flexible and can treat concentrates of varying concentration by operating the furnace autogenously, or burning additional fuel or by the addition of coolants. In this way the matte grade can be varied. If a high grade matte is required the oxygen to concentrate ratio is increased and the additional heat generated removed by air or water. If a lower grade matte is required, the oxygen to concentrate ratio is lowered and fuel is burned to maintain the heat balance around the furnace.
The Kivcet process was developed in the former U.S.S.R. for smelting complex copper concentrates containing lead, zinc and other impurities. Dried concentrate is introduced tangentially into a small water-cooled cyclone where it is autogenously flash smelted with technical oxygen. The products pass into a partition chamber where they melt and off-gases are separated. The molten metal flows into a settling hearth by passing below a vertical water-cooled partition wall immersed in the melt. The partition wall prevents reactor gases from entering the settling hearth from the partition chamber. The settling hearth is direct resistance heated. Settling of matte and slag takes place under a reducing atmosphere which is maintained by adding coke fines. The Kivcet process has the potential to to be developed into a continuous or single step smelting process for treating complex concentrates.
KHD Humboldt Wedag AG developed this process in 1979 which combines autogenous oxygen flash smelting in a water-cooled cyclone with top blowing of the resulting high-grade matte (up to 80% Cu) and slag in separate, interconnected chambers. CONTOP stands for CONtinuous smelting and TOP blowing.
Smelting temperatures are in the range of 1500 to 1700°C. The off-gas is high in SO2 (up to 26%) but the high operating temperatures volatilize large quantities of arsenic, bismuth, lead, selenium, zinc, etc. Close attention must be paid to the gas cleaning system connected to this process.
A one tonne per hour pilot plant was used to establish the operating parameters and develop design data for large scale plants. CONTOP was first used as an extension of an existing reverberatory furnace at CODELCO Chuquicamata. The cyclone had a capacity of 500 tonne per day. ASARCO later used the process as part of its modernization of the copper smelter at El Paso.
The process is a continuous, multi-step process which produces blister copper from concentrates in three interconnecting furnaces. Concentrate and oxygen-enriched air (30-35% O2) enter the smelting furnace through vertical lances and are smelted to produce a matte of 65% to 69% Cu and low-copper slag. Fuel must be burned to satisfy the heat balance in the smelter chamber. The high-grade matte flows to the electric slag cleaning furnace. From the slag cleaning furnace the matte flows to the converting furnace where it is oxidized to blister copper using enriched-oxygen (26-28% O2). Fuel must be burned in the converting furnace to maintain the heat balance.
One of the most important principals of the Mitsubishi is the simplicity of its design, construction, operation and maintenance.
All of the furnaces are stationary and driving mechanisms, which are normally required for conventional converters, such as furnace tilting, tuyere punching, and hood driving are not required.
Molten products are transferred by gravity to the next furnace through a launder eliminating the need for large cranes and ladles.
Molten product overflow continuously through the outlet hole of the furnaces which eliminates the need for tapping and slag skimming operations.
On of the advantages of the continuous process is that it enables a straightforward and stabe operation. Compared to other smelting processes, the smelting furnace is able to continuously produce a consistent amount and grade of matte, which is continuously converted in the C-furnace. (i.e. Converter). In conventional batch-wise converters, the condition of the melt is not constant with time and a lot of experience is required to operate the process.
Process Advantages
Higher oxygen utilization in concentrates smelting and matte conversion, by virtue of the higher intensity reaction zone directly below the furnace lances.
Flexibility in treating a wide range and grade of concentrates and secondary materials such as refinery anode scrap and scrap copper.
Furnace size are minimized since only short furnace retention times are required.
Efficient capture of feed particles into the melt resulting in reduced carryover or unsmelted dust to downstream equipment. Carryover from the smelting furnace is typically 2 to 5% of the total solids fed to the furnace.
Slag from the smelting furnace typically contains 0.5 to 0.7% copper.
Continuous production of off-gases resulting in more stable operation of downstream gas handling equipment and acid plant operation
Installations
Operator
Year
Location
Naoshima
1974
Falconbridge
1981
Timmins
Naoshima
1991
Seto Island Sea National Park
Queneau and Schuhmann Process (QS)
The process is a conceptual process for continuous production of blister copper from concentrate in a single stage elongated kiln-shaped reactor. Engineering aspects of the reactor design will be difficult to overcome. The anticipated off gas strength would be 80% SO2.
The three process, IsaSmelt and Ausmelt (Sirosmelt), are both closely related. The process was developed in the 1980's and based on pioneering work conducted at CSIRO in Australia. The process concept is based on a single vertical lance for oxidant and fuel injection. Wet filter cake or pelletized feed is directly fed to the vertical cylindrical smelting vessel.
The first semi-commercial application of the technology was installed at Mount Isa in the mid-1980's. The technology was also adopted by Cyprus-Miami Copper to replace an existing reverberatory furnace. Sterlite Copper in India also use a small IsaSmelt smelter.
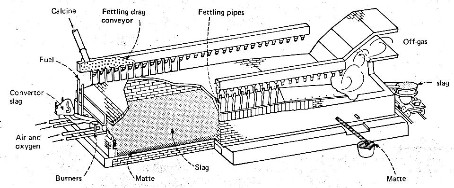
Smelting in the electric furnace is similar to that in the reverberatory furnace except that no external fuel is used. The heat necessary for melting is generated by the resistance of the slag to the passage of a high amperage current between heavy carbon electrodes immersed in the slag. The process is very efficient because very little heat is loss in the small amount of off-gas produced by the process. This type of process is restricted to sites where there is an inexpensive and abundant supply of electricity.
Reverberatory furnaces are still used for smelting copper but they are coming under severe environmental pressure and increasing operating costs. In countries subject to high energy costs and environmental pressure, these processes have been the first to be replaced. Application of oxy-fuel burners to reverberatory furnaces is still finding application.
This process is being developed on a commercial basis at the Phelps Dodge Morenci smelter. Oxy-fuel and oxygen sprinkle burners are mounted in the roof of a conventional reverberatory furnace. The modification is to increase the smelting rate and increase the SO2 content of the off-gas.
The Noranda process is a continuous process designed to produce either blister copper or copper matte directly from sulphide concentrates. In practice a high-grade matte is produced (70-75% Cu) is produced which is further blown to blister copper in Pierce-Smith converters. The ability to produce blister copper directly is limited by the presence of certain impurities (notably As, Bi, Sb) which imposes a constraint on producing anode grade copper of acceptable quality.
Operating in matte mode is a continuous process in which melting and converting takes place in a single reactor. Concentrate is fed by a slinger into the smelting and converting section of the bath. Oxygen is injected into the reactor through side-blown tuyeres. When operating in 'matte-mode' the Noranda reactor is similar to the Teniente Modified Converter operating in Chile.
For the first two years of operation, the Noranda Reactor was operated in the direct copper making mode at the design rate of approximately 730 tonnes per day of chalcopyrite concentrate. The mode of operation was later switched to matte production only to increase the smelter throughput by utilizing the Peirce-Smith Converters for the converting step. The Noranda Reactor is currently being installed at Noranda’s Altonorte Smelter in Chile.
For more information visit www.norsmelt.com/norandaprocess.html.
The El Teniente reactor also known as the Caletones Matte Teatment (CMT) is similar in design to the Noranda Reactor. The slag blowing stage is carried out continuously by charging reverb matte (48% Cu) an concentrate in an approximate weight ratio of unity. Heat generated from the oxidizing of the matte is enough to smelt the concentrate and produce a high-grade matte (73-75% Cu). The high-grade matte is tapped and blown to blister copper in Pierce-Smith converters.
In most copper smelters the primary smelting process produces a low to medium grade matte. The converter carries out the bulk of the oxidation where between 30 to 80% of the sulphur originally in the concentrate is eliminated. Traditionally, converting is a two-cycle batch process which has several disadvantages:
Because of these disadvantages, continuous converting processes have been studied with some in commercial operation.
Oxygen enrichment may be used to increase capacity, conserve heat and to increase to off-gas strength.
The side-blown Peirce-Smith converter is by far the most common type of converter. The Peirce-Smith converter is still the mainstay of the copper industry after more than 80 years. Many mechanical and metallurgical improvements have been made but the basic design remains the same.
The Hoboken converter offers improvements to the basic Peirce-Smith converter.
The Mitsubishi converter is the only continuous converter in commercial operation. It is currently being used by the Naoshima Smelter in Japan and by Falconbridge, Kidd Creek Smelter in Canada. The converter is a stationary, horizontal cylindrical vessel equipped with top blowing lances. The converter requires a continuous and steady flow of molten matte at a constant grade.
Joint R&D efforts by Kennecott Corporation of the USA and Outokumpu have produced a novel converting method, flash converting. Flash converting closely resembles flash smelting. Flash smelting is a closed process and, consequently, off-gas emissions can be efficiently controlled.
Flash converting had its first application in the expansion and modernization of Kennecott's copper smelter near Salt Lake City, Utah, which was implemented during 1992-95. Coupled with flash smelting, the technology has offered a solution to strict new environmental regulations in the state of Utah. The previous technology utilizing three smeltering furnances and four Peirce-Smith converters was hopelessly incapable of meeting the new requirements.
Based on Kennecott's patent, Outokumpu and Kennecott had been conducting flash converting pilot tests since 1985 at Outokumpu's research facility in Finland. Assured by this research that the new technology fulfilled its promise, Kennecott proceeded to reconstruct its Utah smelter, replacing the old furnaces and converters with one flash smelting and flash converting unit. This single unit nearly doubled previous capacity.
Kennecott's flash smelting and flash converting process reached full capacity utilization in 1997