|
||
| Sulphuric Acid on the WebTM | Technical Manual | DKL Engineering, Inc. |
Knowledge for the
Sulphuric Acid Industry
![]()
Sulphuric Acid on the Web
Introduction
General
Equipment Suppliers
Contractor
Instrumentation
Industry News
Maintenance
Acid
Traders
Organizations
Fabricators
Conferences
Used
Plants
Intellectual
Propoerty
Acid
Plant Database
Market
Information
Library
Technical Manual
Introduction
General
Definitions
Instrumentation
Plant Safety
Metallurgial
Processes
Metallurgical
Sulphur Burning
Acid Regeneration
Lead Chamber
Technology
Gas Cleaning
Contact
Strong Acid
Acid Storage
Loading/Unloading
Transportation
Sulphur
Systems
Liquid SO2
Boiler Feed Water
Steam Systems
Cooling Water
Effluent Treatment
Utilities
Construction
Maintenance
Inspection
Analytical Procedures
Materials of Construction
Corrosion
Properties
Vendor Data
DKL Engineering, Inc.
Handbook of Sulphuric Acid Manufacturing
Order
Form
Preface
Contents
Feedback
Sulphuric Acid
Decolourization
Order Form
Preface
Table of Contents
Process Engineering Data Sheets - PEDS
Order
Form
Table of Contents
Introduction
Bibliography of Sulphuric Acid Technology
Order Form
Preface
Contents


Contact Section - Catalysts
December 21, 2023
A catalyst is:
"A substance or material that will change the rate of reaction without it being consumed by the reaction."
Catalysts may be consumed during some intermediate step in a reaction and be regenerated in a subsequent step.
In 1901, Badische Anilin- & Soda-Fabrik (BASF) was issued German Patents 113933 and 133933 which described their pioneering activities in the development of the contact process which employed a catalyst to promote the oxidation of SO2 and O2 to give SO3. At this time the active ingredient in the catalyst was platinum. Platinum catalysts exhibit high activity but were costly and were easily deactivated by poisons such as arsenic trioxide (As2O3).
Development continued into alternative catalysts that did not suffer the disadvantages of platinum and were less costly to manufacture. In 1913, BASF was issued German Patent 291792 and Swiss Patent 71326 for a catalyst consisting of vanadium pentoxide and alkali metal oxides on a porous silica carrier. This new catalyst was first used in a commercial scale plant in 1915. The results were successful and the remaining platinum catalysts was soon replaced with vanadium pentoxide catalyst.
The success of vanadium catalyst prompted BASF to begin offering its catalyst to outside customers in the early 1930’s.
During the second World War, Dr. Haldor Topsøe and Dr. Anders Nielsen developed an extruded vanadium pentoxide catalyst for use in Danish and Swedish sulphuric acid plants because they were not able to obtain new catalyst from their usual suppliers. The catalyst operated successfully even though it was crudely manufactured.
Based on their research, it was revealed that the active ingredients of the vanadium pentoxide catalyst exists as melt within the pores of the porous silica carrier. Dr. Topsøe and Dr. Nielsen also discovered that different alkali-metal promoters such as rubidium and caesium instead of potassium increased the activity of the catalyst. Unfortunately, it wasn’t until 1988 that the first caesium-promoted catalyst was introduced by Haldor Topsøe A/S.
In 1976, Haldor Topsøe A/S introduced the first ring shaped extrudates. The ring shaped catalyst provides several advantages over the traditional cylindrical catalyst. The ring shape exposes more catalyst surface area to the process gas per catalyst volume than the cylindrical shaped. Pressure drop across the catalyst bed is also reduced due to a higher void volume for the ring shape.
Further development in catalyst shapes occurred in 1984 when Haldor Topsøe A/S introduced the daisy shaped catalyst. The daisy shape provides further enhancement of the ring shaped by creating ribs on the outside surface of the ring. Pressure drops across daisy shaped catalyst are further reduced compared to equivalent beds of ring shaped catalysts.
A major advancement in sulphuric acid catalyst occurred in 1988 with the introduction of cesium-promoted catalyst.
Since the development of the first vanadium pentoxide catalyst, research and development has centred around understanding the mechanism in which vanadium pentoxide and its promoters perform as catalyst, the role of the carrier, increasing the activity of the catalyst and development of different catalyst shapes.
High-Vanadium Pentoxide Catalysts
Standard vanadium pentoxide catalyst contains approximately 6 to 8 wt% of vanadium pentoxide. High vanadium pentoxide catalyst contains 7 to 9 wt% vanadium pentoxide combined with a modification to the chemical composition of the active phase. The higher vanadium pentoxide content imparts a higher activity to the catalyst making it suitable for use in the lower catalysts passes where a substantial amount of the SO2 has been converted to SO3. Increases in activity of 10 to 20% have been achieved with this modified catalyst.
Conventional vanadium pentoxide catalyst have a strike temperature of about 400oC to initiate a self-sustaining reaction. Caesium-promoted catalyst has a much higher activity in the low temperature range resulting in a strike temperature 20 to 40oC lower than standard catalyst.
For applications in the first catalyst pass, caesium-promoted catalyst can allow the bed to operate at lower inlet temperatures. This is advantageous when high strength gas (14% SO2/15% O2) is being treated. At normal inlet temperatures of 410oC, the resulting outlet temperature would be in excessive of 650oC which would exceed the typical design temperature of a stainless steel converter. Lowering the inlet temperature to 380oC results in an outlet temperature of 635oC.
In typical first bed installations, the caesium-promoted catalyst would make up the top 25 to 50% of the bed.
The lower operating temperature of the caesium-promoted catalyst can also be used to advantage in the final pass of a converter. In single absorption plants, high conversion efficiencies are difficult to obtain because of chemical equilibrium restrictions that limit the degree of reaction that can take place. At the normal bed inlet temperatures there is very little room for additional reaction to occur before the equilibrium limit is reached. Caesium-promoted catalyst will allow the bed to operate at a lower inlet temperature effectively increasing the room for additional conversion to occur.
Lowering the bed inlet temperature will also resolve problems associated with undersized gas-to-gas heat exchangers. In double absorption plants, the gas returning from the intermediate absorption tower must be reheated back to the converter inlet temperature. If the exchangers are limited in size or are fouled it will not be possible to heat the gas to the desired temperature. Caesium-promoted catalyst allows operation at lower bed inlet temperatures so reheating the gas to lower temperatures is acceptable. This will allow the plant to operate at lower gas strengths, effectively reducing the autothermal limit of the plant without increasing the size of the heat exchangers.
The research into different catalyst shapes is a result of the desired to reduce catalyst bed pressure drops which translates directly into energy savings as a result of reduced blower power consumption. Reduced pressure drops also allow more dust to accumulate before pressure drops increase to the point where the plant must be shutdown for catalyst screening. The catalyst shape must achieve all of the above without compromising on catalyst activity or mechanical strength.
Catalyst were first manufacturer as cylindrical pellets, typically 6 to 8 mm in diameter. Ring shaped catalyst provide a pressure drop reduction of up to 50% over pellet shaped catalyst. A typical ring will be 10 mm diameter with a 4 mm diameter hole and 13 mm long. Larger rings provide an even bigger reduction in pressure drop and are used in special cases where rapid dust build up in the bed can occur. The larger rings are applied in a thin layer (100 mm) on top of the regular catalyst and allow dust to penetrate further into the bed rather than in the top layer where a high pressure drop can develop in a short time.
Ribbed or daisy-shaped rings are a further improvement on the standard rings. Ribbed catalyst is a bit larger in diameter (12 mm) than the standard ring. The ribs on the outside of the ring increases surface area by 10% which provides more contact area for gas to migrate into the catalyst pores. Pressure drop is further reduced over the standard ring resulting in pressure drops of 80 to 85% of the pressure drop across rings.
BASF Quattro unique shape has 4 internal holes, making more of the catalyst internals available for reaction. A 30% increase in surface area is achieved with this shape over standard catalyst shapes. The result is an increase in SO2 conversion and a reduction in emissions.
The latest development in catalyst shape and production is the BASF X3DTM catalyst. In 2022, BASF introduced the novel X3D™ technology, a new additive manufacturing technology for catalysts based on 3D printing. Catalysts produced with this step-change technology feature an open structure resulting in reduction of the pressure drop across the reactor and a high surface area, significantly improving the catalysts’ performance. BASF can apply the technology to a wide variety of existing catalytic materials. BASF’s Sulfuric Acid catalysts O4-111 X3D™ and O4-115 X3D™ are the first catalysts produced with the new technology and already being used in industrial plants.
|
 |
 |
 |
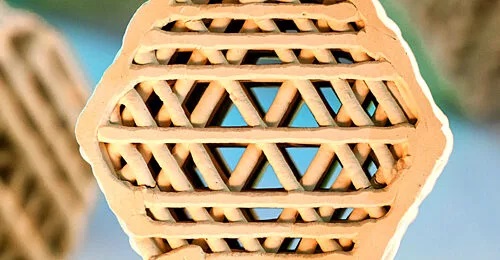 |
| Pellet Type | Ring Type |
Ribbed Type |
BASF Quattro | BASF X3DTM |
Fully sulphated sulphuric acid catalyst will be characterized by a yellow, gold, orange or yellow/green colour. This colour is indicative of vanadium in its +5 oxidation state (V5+). If vanadium is in its +4 oxidation state (V4+), the catalyst will have a green, pale green or pale blue colour. Catalyst containing V4+ can easily and readily be oxidized back to the V5+ state. Catalyst that contains vanadium in the +3 oxidation state V3+ will appear dark blue or black in colour and cannot be converted back to the +5 oxidation state. This catalyst must be replaced since it is no longer active.
The mechanical strength of the catalyst is important to minimize catalyst losses due to attrition, breakage, etc. Mechanical strength must be achieved while maintaining a porous structure. Modern catalyst can be continually operated at 630oC with short excursion up to 650oC without experiencing any mechanical damage.
When a catalyst bed is screened, catalysts losses are inevitable regardless of how carefully the screening operation is performed. A catalyst with sufficient strength will limit catalyst losses to 6 to 7% of the bed. Losses of over 10% of the catalyst indicates that the strength of the catalyst has decreased or that the methods used to remove, screen and install the catalyst need to be revised.
| Contaminant | Maximum Limit in the Gas | Remarks |
| Chlorides | 1.0 ppm (gas) | Chlorides causes
vanadium loss and a reduction in catalyst activity. |
| Fluorides | 0.3 ppm (gas) | Attacks the catalyst carrier. |
| Arsenic (as As2O3) | 10 ppm (gas) 0.01 g/litre of catalyst |
Arsenic causes vanadium loss and a reduction in catalyst activity. Affect of catalyst poisoning reaches a maximum at a temperature of 550ºC. Above 550ºC, a volatile compound of As2O3 and V2O5 is formed which condenses in subsequent catalyst layers. |
| Selenium | Selenium has a temporary effect on catalyst activity at temperature less than 400ºC. Catalyst activity returns when it is heated to 480ºC to 500ºC. | |
| Carbon Monoxide | Carbon monoxide reduces the conversion of SO2 to SO3. | |
| Iron Oxide | Iron oxide will plug the catalyst bed causing an increase in pressure drop. | |
| Dust | Dust will plug the catalyst bed causing an increase in pressure drop. Dust concentrations of 0.5 mg/Nm³ at a gas velocity of 1600 Nm³/h m² will result in a dust build-up of 7 kg/m³ of catalyst volume each year. |
| Catalyst damaged by water leaking in through the top spout of the bulk bag during a cyclone. The catalyst simply breaks apart into dust when handled. |
 |
| Bed 4 catalyst. Some unknown deposit on the ceramic hold down layer which has alos penetrated to the catalyst at the top of the bed. Gas source is copper smelter off-gas. |
 |
| Catalyst from Bed 1 - white coating and spots on surface of catalyst. Suspect that the white deposits are arsenic oxide. Gas source is copper smelter off-gas. |
 |
| Catalyst from different beds of the same converter |
   |
