|
||
| Sulphuric Acid on the WebTM | Technical Manual | DKL Engineering, Inc. |
Knowledge for the
Sulphuric Acid Industry
![]()
Sulphuric Acid on the Web
Introduction
General
Equipment Suppliers
Contractor
Instrumentation
Industry News
Maintenance
Acid
Traders
Organizations
Fabricators
Conferences
Used
Plants
Intellectual
Propoerty
Acid
Plant Database
Market
Information
Library
Technical Manual
Introduction
General
Definitions
Instrumentation
Plant Safety
Metallurgial
Processes
Metallurgical
Sulphur Burning
Acid Regeneration
Lead Chamber
Technology
Gas Cleaning
Contact
Strong Acid
Acid Storage
Loading/Unloading
Transportation
Sulphur
Systems
Liquid SO2
Boiler Feed Water
Steam Systems
Cooling Water
Effluent Treatment
Utilities
Construction
Maintenance
Inspection
Analytical Procedures
Materials of Construction
Corrosion
Properties
Vendor Data
DKL Engineering, Inc.
Handbook of Sulphuric Acid Manufacturing
Order
Form
Preface
Contents
Feedback
Sulphuric Acid
Decolourization
Order Form
Preface
Table of Contents
Process Engineering Data Sheets - PEDS
Order
Form
Table of Contents
Introduction
Bibliography of Sulphuric Acid Technology
Order Form
Preface
Contents


Materials of Construction -
Alonizing/Calorizing
February 14, 2020
|
Introduction Alonizing Process Calorizing Application |
Associated links |
 The
addition of aluminum to all grades of carbon and stainless steels is known to
improve their corrosion resistance.
However, the addition of enough aluminum to effectively make this improvement
usually results in unfavorable changes in the mechanical properties of the base
steels.
The
addition of aluminum to all grades of carbon and stainless steels is known to
improve their corrosion resistance.
However, the addition of enough aluminum to effectively make this improvement
usually results in unfavorable changes in the mechanical properties of the base
steels.
Alonizing® or Calorizing is the solution to the problem. The Alonizing® or Calorizing process diffuses aluminum into the steel to form an alloy with excellent heat and corrosion-resistance properties; yet the base steel retains its inherent strength and rigidity. Alonizing®(1) does not change the high-temperature mechanical properties of the base steel. Consequently, it is these high-temperature values that will determine the specification of the steel to be Alonized. The protection provided by the Alonized diffusion zone remains effective at all temperatures up to the melting point of the base metal.
Alonizing® does not produce an aluminum coating on the steel substrate. Instead, the process forms a true alloy with the base material. The protective diffusion zone therefore cannot be removed except by a machining operation. The nature of the process, the air-tight retorts, and the controlled atmospheres assure uniform alloy protection over the entire surface of the alonized materials.
(1) The remainder of the description will be done in terms of the Alonizing process. The Calorizing process is similar.
The Alonizing® process is accomplished by positioning the steel in a retort and surrounding it with a mixture of blended aluminum powders. The retort then is hermetically sealed and placed in an atmosphere-controlled furnace. At elevated temperatures, the aluminum deeply diffuses into the steel to form an alloy with the steel substrate. After furnace cooling, the steel is taken out of the retort and excess powder is removed. Secondary operations such as straightening, beveling, trimming, etc are then performed as required.
In general, Alonizing® will not resist the attack of those chemicals and gases which corrode aluminum. Alonizing® should not be used where the temperature is low enough where condensation from the gas will occur.
Welding of Alonized material is possible sine there is no tendency for the surface alloy to break down, melt or volatilize in the areas adjoining the weld. The weld itself must posses the necessary corrosion resistance to the process medium.
An Alonized heat exchanger tube will occupy a slightly larger volume than the un-Alonized substrate and will be up to 0.020" greater in diameter than the original tube. Tubesheet holes should be drilled larger than those recommended by TEMA standards in order to accomodate and permit easy passage of the larger diameter tubes. Alonized tubes are generally rolled rather welded into the tubesheet. It is important that free expansion of the tube beyond the tubesheet is avoided. Belling or flaring of the tube ends is not recommended. The rolling techniques should be one that utilizes automatic control of the tube expansion rather than depending on the skill of the operator for consistent results.
It has been demonstrated that scaling of 304SS converters can be prevented by calorizing the material. One plant owner whose converter experiences severe scaling is proceeding to calorize replacement converter 304SS internals for replacement. The replacement parts include support grids and posts are fabricated and then calorized. The company performing the calorizing is Quantum Ceramalloy.
 |
Grids delivered from fabricator to be calorized |
 |
Calorized grids |
 |
Calorized posts |
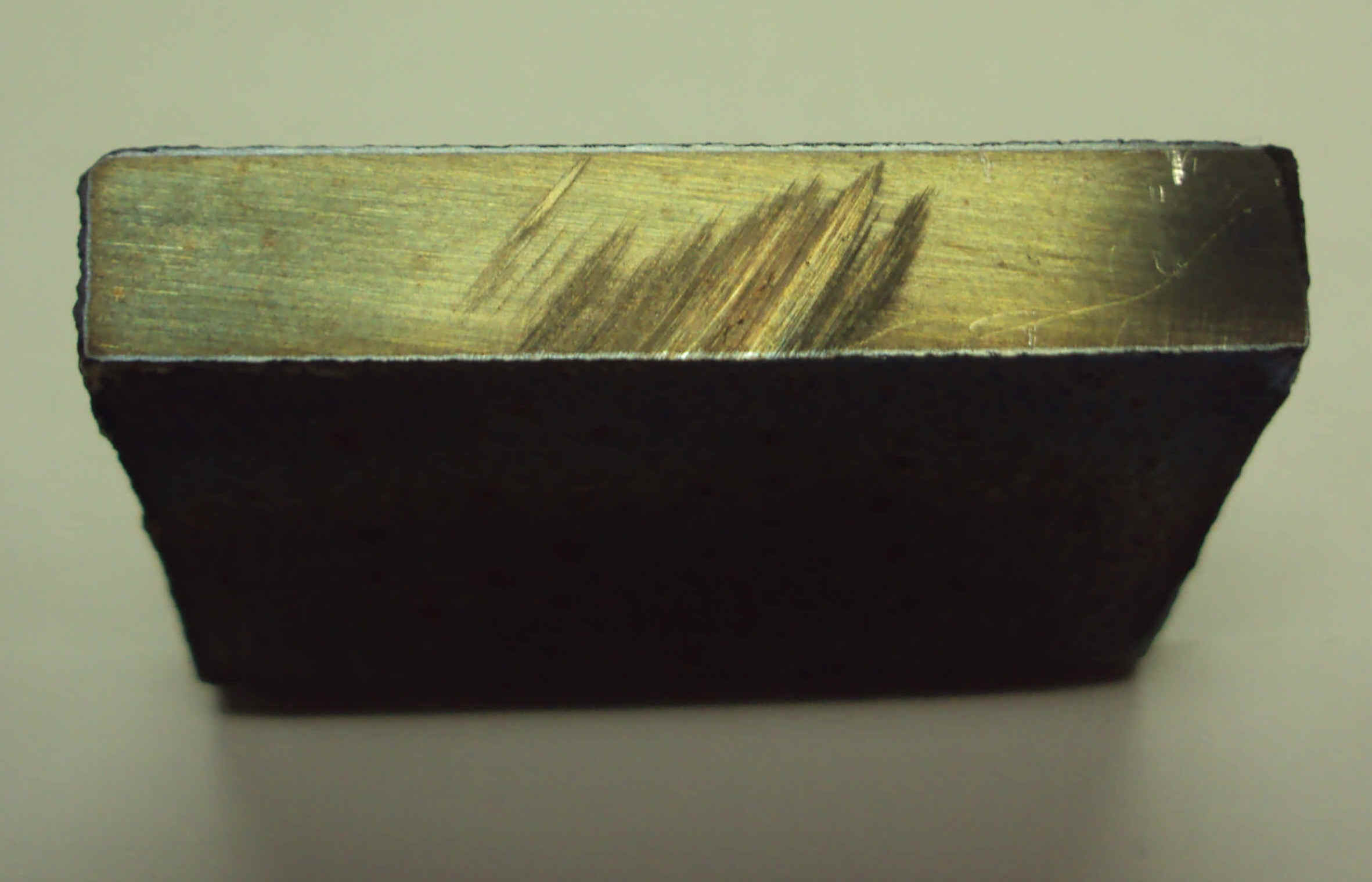 |
Cross-section of calorized test piece showing aluminum layer |
