|
||
| Sulphuric Acid on the WebTM | Technical Manual | DKL Engineering, Inc. |
Knowledge for the
Sulphuric Acid Industry
![]()
Sulphuric Acid on the Web
Introduction
General
Equipment Suppliers
Contractor
Instrumentation
Industry News
Maintenance
Acid
Traders
Organizations
Fabricators
Conferences
Used
Plants
Intellectual
Propoerty
Acid
Plant Database
Market
Information
Library
Technical Manual
Introduction
General
Definitions
Instrumentation
Plant Safety
Metallurgial
Processes
Metallurgical
Sulphur Burning
Acid Regeneration
Lead Chamber
Technology
Gas Cleaning
Contact
Strong Acid
Acid Storage
Loading/Unloading
Transportation
Sulphur
Systems
Liquid SO2
Boiler Feed Water
Steam Systems
Cooling Water
Effluent Treatment
Utilities
Construction
Maintenance
Inspection
Analytical Procedures
Materials of Construction
Corrosion
Properties
Vendor Data
DKL Engineering, Inc.
Handbook of Sulphuric Acid Manufacturing
Order
Form
Preface
Contents
Feedback
Sulphuric Acid
Decolourization
Order Form
Preface
Table of Contents
Process Engineering Data Sheets - PEDS
Order
Form
Table of Contents
Introduction
Bibliography of Sulphuric Acid Technology
Order Form
Preface
Contents


Acid Plant Database December 31, 2016
| Owner | Umicore Precious Metals Refining |
|
| Location | A.
Greinerstraat 14 B-2660 Hoboken Belgium Map |
|
| Background |
Formerly - Metallurgie Hoboken S.A. - Hoboken-Overpelt |
|
| Website |
www.umicore.com www.preciousmetals.umicore.com |
|
| Plant | Hoboken Smelter | |
| Plant No. 1 | Plant No. 2 | |
| Coordinates | - | 51° 9' 57" N, 4° 20' 16" E |
| Type of Plant | Metallurgical | Metallurgical |
| Gas Source |
Lead-Copper concentrates (4) Hoboken Converters (Shutdown 1995) |
Lead-Copper concentrates Roaster and Sinterplant (Shutdown 1995)
Pb/Cu/Ni - Recycled materials |
| Plant Capacity | - | - |
| SA/DA | - | 3/1 DA |
| Status | Shutdown 1995 | Operating |
| Year Built | - | - |
| Technology | - | - |
| Contractor | - | - |
| Remarks | - | Isasmelt operates in batch mode so flow and SO2 concentration vary. Plant equipped with pre-dry tower (78% H2SO4). NOx Acid
Colour |
| Pictures | 
   |
|
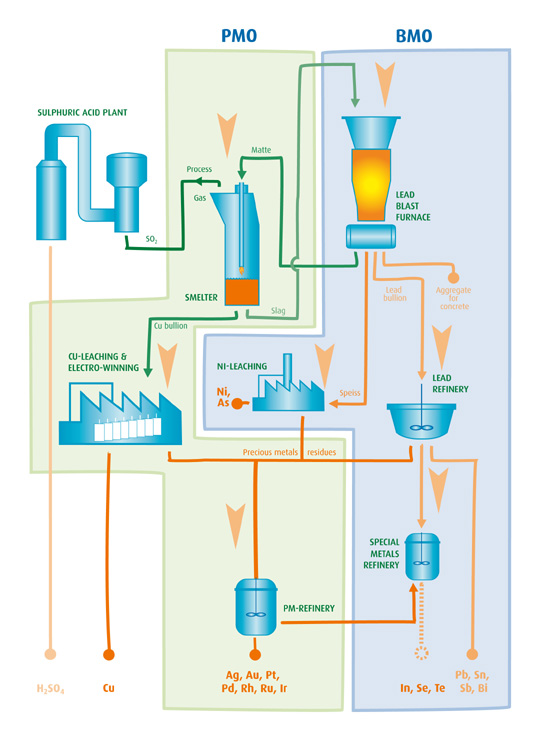
| General |
Basically the recycling operations at the Hoboken Works are streamlined
along two processes: The main processing
steps of the Base Metals Operations are the lead blast furnace, the lead
refinery and the special metals plant. 1995 - Strategic decision taken to innovate the processes in order to treat a more diversified feedstock. The core of this technological quantum leap was the use of submerged lance technology. The new smelter replaced the following: roasting plant, sinter plant, 1 of 2 sulphuric acid plants, copper blast furnace and 4 Hoboken converters. |
|
| References | Vanbellen, F. and Chintinne, M., "Extreme Makeover": UPMR's Hoboken Plant. Proceedings of EMC 2007. | |
| News | - | |
MTPD - Metric Tonne per Day
STPD - Short Ton per Day
MTPA - Metric Tonne per Annum STPA - Short Ton per
Annum
SA - Single Absorption
DA - Double Absorption
* Coordinates can be used to
locate plant on Google Earth
